
Forge et
Coutellerie
par Gérard HEUTTE



|
|
 Fabrication d'un bidule à pliant
Fabrication d'un bidule à pliant

|
Les mécanismes de couteaux pliants (même simples comme les Piémontais)
ne sont pas toujours facile à visualiser et encore moins à concevoir. Voici un
petit gadget bien utile. Il permet de dessiner la lame et le manche d'un couteau pliant et
de faire pivoter la lame sur un axe afin de bien visualiser les positions fermée et
ouverte.
Réalisation
Tout d'abord, voilà à quoi ressemble cet engin :

Ce gadget est constitué des éléments suivants :
- Une planchette de contre-plaqué d'environ 300x120.
- Une feuille avec des repères. C'est facile à faire avec
n'importe quel logiciel de dessin un peu évolué. On peut aussi utiliser
du bristol quadrillé, une règle, un compas et un feutre fin.
- Un axe de rotation. Ici, j'ai pris un clou de diamètre 5. C'est le diamètre
des vis à relier que j'utilise le plus souvent comme axe pour mes pliants.
- Du film adhésif transparent.
 Ensuite, muni de tout ces éléments :
Ensuite, muni de tout ces éléments :
- Coller la feuille avec les repères sur le contre-plaqué.
- Poser par dessus le film adhésif transparent qui joue le rôle de
protection.
- Couper l'excédent de film sur le pourtour de la planchette.
- Percer le centre des repères au diamètre choisi pour l'axe.
- Coller l'axe pour qu'il dépasse de quelques millimètres.
Et c'est fini !
Ci-contre, la partie centrale avec les repères concentriques et l'axe.
 Il faut de plus des accessoires indispensables :
Il faut de plus des accessoires indispensables :
- Des morceaux de film transparent rigide d'environ 150x50 et percés d'un trou du
diamètre choisi pour l'axe. Ce genre de film sert habituellement à
protéger les documents reliés.
- Un feutre indélébile (du genre de ceux pour les CDs). Pour les
rectifications, utiliser un coton-tige imbibé d'alcool.
Pour percer facilement ces films, j'en empile beaucoup entre deux planchettes. Je serre le
sandwich avec deux serre-joints. Puis, je perce la pile complète avec une perceuse
à colonne : Facile, propre et net...
Utilisation
Quand je fabrique un pliant, je commence toujours par forger la lame. Ayant l'habitude des
Piémontais, je perce directement le trou d'axe (vers le bas ŕ 40 ou 45 % de la
hauteur totale de la lame). Je finis complètement la lame (trempe, revenu, polissage)
avant d'attaquer le design du manche...
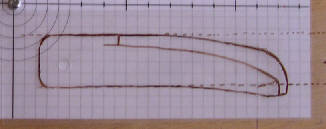
 1 - Report du profil de lame sur un transparent. C'est un peu galère si on fait
un Piémontais avec une palette "à plat". Mais avec l'habitude, on s'en
sort ! Je place tout à gauche un petit repère pour conserver la position de
la lame en position ouverte. Sur la photo, la partie noircie correspond au profil de la
palette.
1 - Report du profil de lame sur un transparent. C'est un peu galère si on fait
un Piémontais avec une palette "à plat". Mais avec l'habitude, on s'en
sort ! Je place tout à gauche un petit repère pour conserver la position de
la lame en position ouverte. Sur la photo, la partie noircie correspond au profil de la
palette.
 2 - Je prolonge le profil du ricasso sur le transparent réservé au manche.
Ces deux lignes me servent de guide pour le design du manche et pour prévoir une
largeur correcte pour l'intercalaire.
2 - Je prolonge le profil du ricasso sur le transparent réservé au manche.
Ces deux lignes me servent de guide pour le design du manche et pour prévoir une
largeur correcte pour l'intercalaire.
 3 - Je place la lame en position fermée et je place un nouveau repère.
3 - Je place la lame en position fermée et je place un nouveau repère.
 4 - Je trace la partie inférieure de l'intercalaire qui correspond au profil du
tranchant de la lame. Voir ci-contre le résultat.
4 - Je trace la partie inférieure de l'intercalaire qui correspond au profil du
tranchant de la lame. Voir ci-contre le résultat.
 5 - Je finis les contours du manche. Il faut veiller à la largeur de l'intercalaire,
qui doit être suffisante pour assurer la solidité du manche.
5 - Je finis les contours du manche. Il faut veiller à la largeur de l'intercalaire,
qui doit être suffisante pour assurer la solidité du manche.
 6 - J'ai directement des gabarits pour l'intercalaire et les deux plaquettes.
6 - J'ai directement des gabarits pour l'intercalaire et les deux plaquettes.
Voilà ce que donne l'ensemble en position ouverte :

Et en position fermée.

Pour les débutants
Avec l'expérience, on finit par savoir où placer le pivot du pliant, en
fonction du mécanisme utilisé. On peut ainsi commencer à utiliser
ce gadget avec une lame complètement finie.
Dans le cas contraire, où il faut tâtonner un peu, voilà une
façon de faire :
- Tracer le profil de la lame.
- Dans la zone approximative du pivot, découper au cutter une zone assez large
(genre 15x15). C'est la zone de placement de l'axe.
- Coller avec de l'adhésif transparent la forme de la lame sur une bande vierge.
On peut ainsi "déplacer" le trou d'axe par rapport ŕ la lame grâce
à l'adhésif en repositionnant le profil de la lame par rapport au trou.
Une fois la position de l'axe déterminée, percer la lame et la finir
totalement (traitements thermiques, émouture, polissage).
| | |