
Forge et
Coutellerie
par Gérard HEUTTE



|
|
 Exercices de forge
Exercices de forge

|
Cette page propose des exercices de forge. L'objectif est la maîtrise des
opérations élémentaires qui permettront en les combinant de
réaliser une bonne lame.
Idéalement, il est souhaitable d'apprendre sous la tutelle d'un forgeron. Ces
quelques indications ne remplaceront pas un prof, quand on en a la chance d'en avoir un !
Bien entendu, il faut posséder un minimum d'outillage : Foyer de forge et combustible,
enclume ou tas, marteau(x), tenaille(s)...
Principe du fluage
C'est LE principe qu'il faut comprendre pour pouvoir forger ! Quand on tape sur l'acier,
il perd de l'épaisseur et la matière est poussée sur les cotés.
Cet effet est prononcé lorsque la surface d'impact est bombée plutôt que
plane. En fonction de la forme du marteau qui frappe, la matière peut se
déplacer selon un axe privilégié :

Lors d'un impact circulaire, la matière est chassée de façon
homogène.
|
|

Lors d'un impact rectangulaire, la matière est plus fortement chassée le
long des grands cotés.
|
 La diminution d'épaisseur se traduit aussi par un allongement de la pièce dans
l'axe des déformations les plus importantes. Le figure ci-contre montre la
pièce en coupe et de profil avant et après impact.
La diminution d'épaisseur se traduit aussi par un allongement de la pièce dans
l'axe des déformations les plus importantes. Le figure ci-contre montre la
pièce en coupe et de profil avant et après impact.
Les points de repère (X) montrent bien l'augmentation de longueur de la
pièce.
Planage
 Lorsque le marteau a frappé de nombreuses fois une pièce, l'état de
surface de celle-ci se présente comme une juxtaposition de creux plus ou moins
réguliers... Il faut alors planer la pièce pour lui donner un bon état
de surface. Pour cela deux méthodes :
Lorsque le marteau a frappé de nombreuses fois une pièce, l'état de
surface de celle-ci se présente comme une juxtaposition de creux plus ou moins
réguliers... Il faut alors planer la pièce pour lui donner un bon état
de surface. Pour cela deux méthodes :
- Chasse à parer. C'est un outil avec une face plane que l'on pose sur la
pièce. On frappe sur le dessus au marteau pour planer. On déplace la chasse
à parer sur toute la surface à travailler. Le problème est qu'il faut
être deux pour utiliser une chasse à parer. En effet, il faut tenir la
pièce, la chasse et frapper avec le marteau...
- Marteau. Une frappe délicate et régulière au marteau permet
d'arriver au même résultat ! C'est juste un peu plus difficile et un peu plus
long. C'est la meilleure façon de faire quand on travaille seul.
Etirement
 L'étirement est une opération fondamentale du travail de forge. Il consiste
à allonger une barre tout en diminuant sa section. On peut pratiquer de deux
façons différentes :
L'étirement est une opération fondamentale du travail de forge. Il consiste
à allonger une barre tout en diminuant sa section. On peut pratiquer de deux
façons différentes :
- Sur la bigorne de l'enclume : Dans ce cas le fluage se fait par le dessous. C'est
la partie bombée de la bigorne qui permet l'écrasement et l'allongement du
métal. La figure à gauche indique la position de la barre et la croix la
zone d'impact du marteau.
- Marteau : Il faut utiliser un marteau bien bombé ou avec une panne en
travers plus étroite (et bien entendu bombée). On travaille sur le plat
de l'enclume et le fluage se fait par le dessus.
En général, il faut planer les surfaces après l'étirement.
Bien souvent, le forgeron combinera ces deux possibilités. Il travaillera sur la
bigorne ronde et utilisera un marteau bien bombé !
Pour des étirements sur de grandes longueurs, il conviendra de rectifier
souvent la forme résultante, en la planant et la redressant.
Méplat
 Au cours de cet exercice, on façonnera un méplat à partir d'un rond.
Cet exercice banal prend tout son intérêt si on souhaite des dimensions précises.
Par exemple, passer d'un rond de 10 à un méplat de 3x12.
Au cours de cet exercice, on façonnera un méplat à partir d'un rond.
Cet exercice banal prend tout son intérêt si on souhaite des dimensions précises.
Par exemple, passer d'un rond de 10 à un méplat de 3x12.
On écrasera fortement la barre pour commencer à former la section rectangulaire.
Puis, on travaillera sur la tranche pour achever la section. Ensuite, travailler sur
toutes les faces pour une meilleure régularité. Etirer pour ajuster les
dimensions. Redresser régulièrement le méplat.
Pour compléter cet exercice, il faudra s'entraîner à :
- Diminuer la largeur d'un méplat en conservant l'épaisseur.
- Diminuer l'épaisseur tout en conservant la largeur.
Modification de section
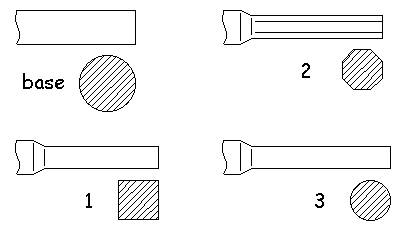 Au cours de cet exercice, on fera passer une barre de métal ronde par des sections
carrée, octogonale puis de nouveau ronde.
Au cours de cet exercice, on fera passer une barre de métal ronde par des sections
carrée, octogonale puis de nouveau ronde.
On pourra commencer cet exercice sur une petite longueur (10cm) avant de se tester sur de
plus grandes longueurs.
(1) Carré : On travaillera sur la partie plate de l'enclume. Il faut
écraser le rond selon deux axes orthogonaux. Si on tient le rond avec une pince, on
travaillera en général sur deux faces. Si on tient le rond à la main,
il sera plus facile de travailler sur les quatre faces. Dans tous les cas, il faut travailler
alternativement sur les deux axes orthogonaux ("forger et contre-forger").
Défauts possibles :
- Angles arrondis ou mauvais état de surface. Plusieurs causes sont possibles. La
plus probable est un mauvais "coup de marteau". La panne est mal contrôlée et
ne frappe pas toujours le métal à plat. Veiller aussi à bien faire
reposer la pièce à plat sur l'enclume.
 - Losange. L'angle entre les deux axes ne fait pas 90 degrés. C'est le défaut le
plus difficile à rattraper ! Il faut positionner la barre en porte-à-faux sur
l'enclume et taper dessus pour exercer une sorte de cisaillement (voir croquis ci-contre).
Il est souvent nécessaire de refaire une passe de finition après ce genre de
rattrapage.
- Losange. L'angle entre les deux axes ne fait pas 90 degrés. C'est le défaut le
plus difficile à rattraper ! Il faut positionner la barre en porte-à-faux sur
l'enclume et taper dessus pour exercer une sorte de cisaillement (voir croquis ci-contre).
Il est souvent nécessaire de refaire une passe de finition après ce genre de
rattrapage.
- Section rectangulaire. Un axe a été plus travaillé que l'autre. On
peut rectifier facilement en écrasant la plus grande largeur.
- Vrille. Ce défaut se produit souvent sur les grandes longueurs. Il traduit un
léger défaut d'appui de la pièce. On peut rectifier au fur et à
mesure du travail.
(2) Octogonal : Le passage du carré à l'octogone se fait en "cassant"
les quatre angles de la section carrée. Pour cela, on placera le carré sur
l'enclume posé sur un angle. Puis on tapera délicatement sur l'angle du
dessus. On cassera ainsi successivement tous les angles. La difficulté est de
bien proportionner l'octogone.
(3) Rond : Un retour à une section ronde se fait en cassant tous les angles
de la section octogonale... Il faudra veiller à ne pas créer de surfaces.
Pour cela, on fera tourner la barre sur son axe lors des frappes.
Courber un méplat
 Cet exercice de préparation à la forge des lames est fort simple. Il faut
partir d'un méplat et lui donner une courbure, sans le vriller et en conservant
l'épaisseur. Le croquis ci-contre est explicite. On travaillera alternativement :
Cet exercice de préparation à la forge des lames est fort simple. Il faut
partir d'un méplat et lui donner une courbure, sans le vriller et en conservant
l'épaisseur. Le croquis ci-contre est explicite. On travaillera alternativement :
- Sur la bigorne et le méplat sur la tranche pour la courbure.
- Sur le plat de l'enclume pour rectifier l'épaisseur.
Appointi
 Cet exercice consiste à faire une pointe au bout d'un carré. On commencera
par façonner une "pyramide" au bout du carré. Puis on fera "remonter"
l'arête pour affiner la pointe. On peut continuer jusqu'à faire disparaître
cette arête.
Cet exercice consiste à faire une pointe au bout d'un carré. On commencera
par façonner une "pyramide" au bout du carré. Puis on fera "remonter"
l'arête pour affiner la pointe. On peut continuer jusqu'à faire disparaître
cette arête.
Pointe biseautée
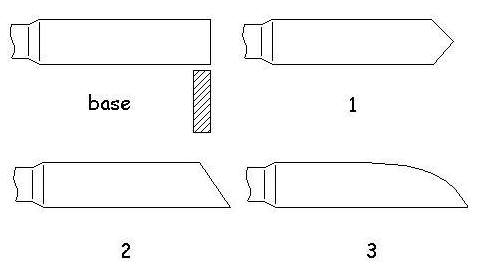 Cet exercice consiste à forger une pointe en biseau au bout d'un méplat. On
commencera par casser les deux angles. Pour cela on frappe en bout et à 45°.
On rectifie souvent l'épaisseur. Cette méthode évite la
formation d'une lèvre ou d'un pli qui affaiblirait la pointe. On rabat l'angle ainsi
formé. Puis on arrondit le biseau si nécessaire...
Cet exercice consiste à forger une pointe en biseau au bout d'un méplat. On
commencera par casser les deux angles. Pour cela on frappe en bout et à 45°.
On rectifie souvent l'épaisseur. Cette méthode évite la
formation d'une lèvre ou d'un pli qui affaiblirait la pointe. On rabat l'angle ainsi
formé. Puis on arrondit le biseau si nécessaire...
Décrochement simple
Il s'agit de réaliser un changement rapide de section. On garde l'épaisseur
du méplat mais sa largeur diminue brusquement à partir d'un endroit. C'est
le genre de travail utilisé pour la tige de blocage d'un piémontais ou pour
forger une petite boucle à l'extrémité d'un manche en plate-semelle.

Dans un premier temps, on marquera le décrochement en "A". Pour cela, on pourra
utiliser :
- La bigorne ronde de l'enclume. C'est approprié si on souhaite une transition douce
ou arrondie entre les deux sections. Attention, le plus petit "rayon" de la bigorne n'est
pas si petit que ça ! On posera le méplat sur la tranche et on frappera
puissamment par le dessus pour faire un creux.
- Une arête de l'enclume. On placera le méplat à 45°.
- Un dégorgeoir. C'est un outil spécialisé qui s'insère dans le
trou carré de l'enclume. C'est le même principe qu'avec la bigorne, mais le
rayon est beaucoup plus faible !
La partie excédentaire (à droite de "A" sur le croquis) sera ensuite
étirée. La forme finale en "B" dépendra de ce qui a servi à
marquer le décrochement...
Double décrochement
C'est l'opération qui permet de "sortir" une soie. C'est très proche de
la technique évoquée ci-dessus. Il faut faire deux marques, en veillant
à leur alignement. De même, la partie excédentaire sera
étirée. Dans le cas d'une soie, on veillera à créer une
conicité en largeur et en épaisseur.

Et voilà, avec ces quelques exercices, nous avons fait le tour des bases
nécessaires à la forge des lames.
| | |