
Forge et
Coutellerie
par Gérard HEUTTE



|
|
 Le Feu de Forge
Le Feu de Forge

|
Quoi de plus banal qu'un feu de forge ?
Encore faut-il comprendre son fonctionnement et l'utiliser correctement... Je n'aborderai
ici que le feu de forge traditionnel et au charbon de bois. Bonne lecture et bon feu !
Pour rappel, ce site contient une page sur le
charbon de bois.
Principes
Voici ce qui se passe lors de la combustion.
(1) Sous l'action de la chaleur, le carbone du charbon de bois et l'oxygène de l'air
se combinent pour former du CO (i.e. monoxyde de carbone) :
C + O --> CO
(2) Ce monoxyde de carbone brûle en dégageant de la chaleur :
CO + O --> CO2
Cette réaction de création de CO2 (i.e. dioxyde de carbone)
s'accompagne de flammes bleues.
Ce sont donc les gaz dégagés par le charbon qui brûlent pour
produire la chaleur.
En conséquence, il faut de l'espace entre les morceaux de charbon pour que
(1) l'air (qui apporte l'oxygène) circule (2) les gaz puissent se former.
D'où l'importance de la granulométrie du charbon de bois.
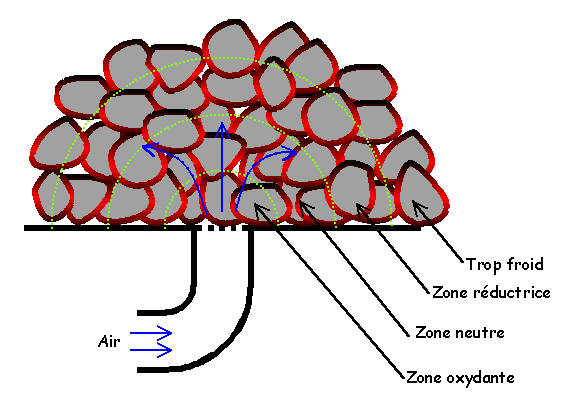 Dans le feu, on distinguera plusieurs zones avec des effets différents :
Dans le feu, on distinguera plusieurs zones avec des effets différents :
Zone oxydante :
Au plus près de l'arrivée d'air, il y a beaucoup (trop) d'oxygène. La
combustion est en déficit de carbone. Celui-ci sera pris n'importe où y
compris dans l'acier. Cette zone s'étend sur quelques centimètres autour
de la sortie d'air. Il est fortement déconseillé de travailler dans cette
zone qui dégrade l'acier. C'est aussi la zone la plus chaude du feu !
Zone neutre :
Un peu plus loin de l'arrivée d'air, la combustion est relativement
équilibrée. L'apport d'oxygène correspond à peu près
aux besoins.
Zone réductrice :
Encore un peu plus loin de l'arrivée d'air, la combustion est en léger
déficit d'oxygène. L'acier peut alors capter le surplus de carbone
disponible.
Zone froide :
Au delà d'une bonne dizaine de centimètres, la combustion est partielle.
La température est bien trop faible pour chauffer efficacement de l'acier jusqu'aux
températures de travail.
Chauffer de l'acier
Pour chauffer de l'acier dans de bonnes conditions, il faudra respecter quelques principes
de base :
- Démarrer doucement. On posera la barre ou la pièce à chauffer
à proximité du foyer (e.g. sur le coté ou en haut du feu) pendant que
l'on finit la pièce précédente. Puis, on placera la
pièce en haut du foyer, avec une ventilation douce pour un feu calme. La montée
en température sera lente et douce. On laissera ainsi aux transformations de structures
cristallines le temps de se faire "dans la douceur". Il faut éviter les
"méthodes" genre : Feu à fond et la barre directement en zone oxydante !
- On travaillera à la limite de la zone neutre/réductrice. Eviter
impérativement la zone oxydante.
Aménager le foyer
 Pour éviter de travailler dans la zone oxydante, on pourra cerner le foyer d'un
réhaussement qui permettra de placer une barre d'acier dans la bonne zone, simplement
en la posant !
Pour éviter de travailler dans la zone oxydante, on pourra cerner le foyer d'un
réhaussement qui permettra de placer une barre d'acier dans la bonne zone, simplement
en la posant !
On pourra fixer devant et derrière le foyer une brique réfractaire.
En général, une distance de 5 à 7 centimètres est correcte.
Données techniques
Un feu de forge au charbon de bois permet d'atteindre facilement des températures
élevées, y compris le "blanc soudant". Cette température nécessite
un bon débit d'air !
Point de repère intéressant : Les braises d'un feu au charbon de bois sont aux
alentours de 800°C à 850°C (ventilation coupée et après avoir attendu
un peu).
Décarburation
A moins de travailler exclusivement en zone réductrice, ce dont on est jamais
sûr à 100%, vous serez confronté à ce phénomène.
Les atomes de carbone sont relativement mobiles dans l'acier. De façon naturelle, ils
vont des endroits fortement carburés vers les endroits les moins carburés. La
migration des atomes de carbone dépend de nombreux paramètres. La
température est le plus important d'entre eux.
En zone oxydante, la température est très élevée et il y a aux
alentours de la pièce un déficit important de carbone. Le carbone va donc
sortir de l'acier pour rentrer dans la combustion !
Dans les autres zones, ce phénomène existe peu ou prou.
On considère qu'une lame normalement forgée se décarbure sur 2 ou 3
dixièmes de millimètres.
En conséquence, il faudra toujours laisser un peu de "gras" sur le tranchant.
 La figure de gauche montre ce qu'il ne faut pas faire : Pour enlever (lors de l'affutage) la
zone décarburée (en clair), il faudra enlever une "grande" largeur de lame, en
descendant au moins jusqu'à la flèche rouge.
La figure de gauche montre ce qu'il ne faut pas faire : Pour enlever (lors de l'affutage) la
zone décarburée (en clair), il faudra enlever une "grande" largeur de lame, en
descendant au moins jusqu'à la flèche rouge.
Sur la figure de droite, il suffira de diminuer la largeur de la lame de 3 à 5
dixièmes de millimètres jusqu'à la flèche bleue.
En général, on laisse toujours une épaisseur au tranchant de l'ordre de
0.5 millimètre. Sur les grandes lames, on laisse souvent un peu plus épais,
mais c'est principalement pour garder une rigidité à la lame lors de la
trempe.
| | |